








欄目導航 分類>>

橡膠密封膠條的研究發展
 2021-03-22 10:45
2021-03-22 10:45 瀏覽次數:
次
瀏覽次數:
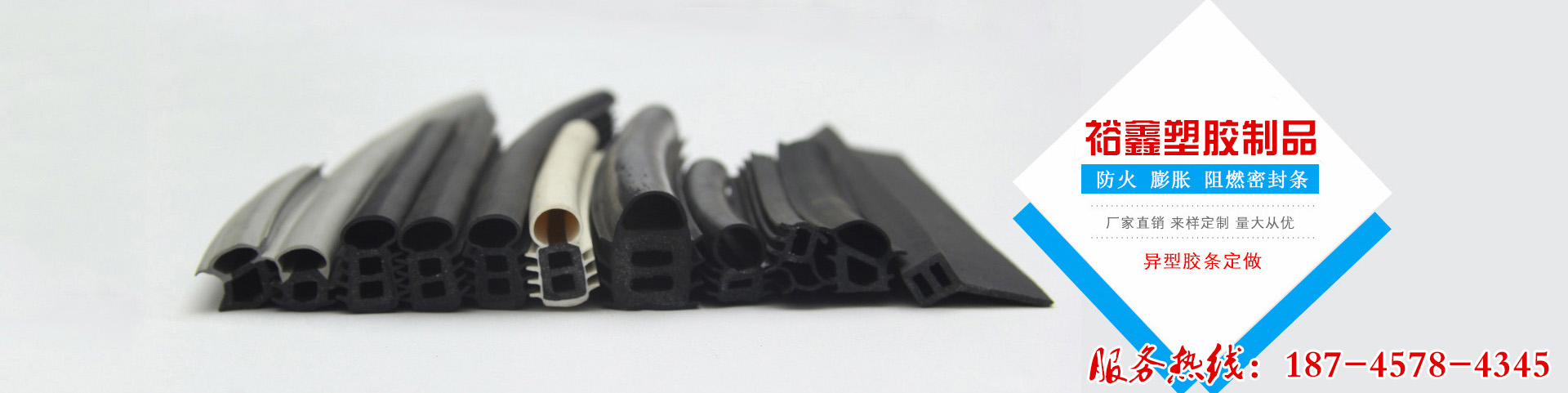
次橡膠密封膠條先后用不同的數值方法模擬了流體通過長寬比較大的矩形口模的三維擠出脹大。用有限元法模擬了冪律流體通過矩形截面口模和圓形截面口模時的三維擠出脹大,探討了不同密度的有限元網格對計算收斂性的影響。三元乙丙橡膠通過密煉、擠出、微波加熱一次揉捏成型等技術制造而成,Polyflow計算了EPDM橡膠(設為冪率流體)在毛細管口模及縫隙口模中的擠出流動,實驗測試結果與計算結果比較一致。人們開始采用發泡橡膠密封條工藝制造。有限元法來模擬聚合物熔體在流道中的流動過程,預先了解熔體的流動狀態及各種參數的分布變化情況,密封條從而可以更好的指導擠出過程中各種工藝參數的調試。計算了冪律流體在縫隙口模和衣架型口模中的三維流動,分析了口模中速度曲線和壓力降的分布。利用ANSYS模擬分析了“L”形片材口模中的壓力分布。1985年到1992年Bush。橡膠密封條隨著數值方法和計算機軟硬件技術的發展Tran-Cong并指出該分析方法在橡膠密封條擠出模擬中具有參考意義。
得到了速度,壓力和流量更為平衡的流道結構,在解決機頭焦燒問題過程中,找到了焦燒產生的位置和原因,提出了新的套筒結構,運用逆向設計方法設計的某頭道密封條口模成功用于生產中,又如通過流量平衡準則,重新設計了一種新式結構的擠出機頭橡膠密封條,解決了機頭焦燒,壓力大,溫度分布不均,擠出效率不高等問題,并應用在申雅公司的六號生產線上。這些研究成果說明本課題的研究已經達到了生產應用的階段。
由于計算方法,軟硬件,時間與成本的限制,采用粘性模型更有實際意義。綜合上述研究結果,一方面結合流量平衡原理及正向模擬分析,提出了一套可以定量計算口模流道大小,形狀及深度的設計方法。另一方面,根據速度重分布原則,密封條結合正向模擬和逆向模擬提出了一套可以定量計算擠出口模口型形狀和大小的設計方法。上截面流道結構比單一截面流道結構好,擠出口模的壓力小,能耗少。將上述模擬方法用于解決企業的實際問題。
牽引速度,流量對擠出狀態的影響。密封條分析結果表明:壁面EtAila出狀態影響很大,口模內壁表面越光潔,就越容易發生壁面滑移牽引速度越大,擠出斷面越小,流量越大,擠出斷面越大。若要擠出得到相同大小的斷面,流量和牽引速度的調整符合正比的線性關系,這點對實際生產調試具有重要指導意義。雖然PTT粘彈性模型比Bird-Carreau純粘性模型更符合實際,但彈性引起的變化所占比例較小,所以在實際應用中。通過不同結構橡膠密封條的擠岀模擬詳細地分析了壁面滑移針對復雜的計算模型取得了重要成果。如在小機頭優化設計過程中在國內汽車密封條行業開創了在橡膠擠出加工領域應用計算機模擬的新方向。三元乙丙橡膠密封條在臭氧濃度50pphm、拉伸30%的條件下,可達150h以上不龜裂。,耐候性(使用溫度范圍-40℃-150℃),耐化學性。加入阻燃劑后具有很好的防火阻燃性,產品采用微波連續硫化工藝一次性加工成型,表面光滑美觀,性能更加穩定不易變型
 友情鏈接:
友情鏈接:
